3D printer trouble shooting. (Why printing fails today though worked fine yesterday…)
今日は 3D プリンタのトラブルシュートのお話です。と言っても、私自身がまだまだ初心者で、備忘録くらいにお考え頂ければ幸いです。とりわけ、PET 樹脂(あるいは PETG)で、小さな部品をプリントされる方の御参考になれば嬉しいです。
なお、使っているプリンタは Original Prusa Mini+ ですが、他の機種でも参考になるかと思います。
皆さんは、(私と同じように)次のような経験をお持ちではないでしょうか?
- 昨日まではちゃんとプリントできたのに、なぜかいきなりプリント不良が頻発するようになった
- たくさんまとめてプリントしようとすると、不良品が増える
それでは、私のトラブルシュート時系列を追って参りましょう。結論をお急ぎの方は、こちらからどうぞ。
背景
知り合いから、3D プリンタでパーツを 20個ばかり作って欲しい、という依頼がありました。2〜3つほど試作してみたところ問題なさそうなので、20個くらいお安いもんだと請け合ったのですが、それが苦労の始まりでした。
たくさんまとめてプリントしたほうが効率が良さそうですし、プリント中に別の仕事ができるかと思い、STL モデルを 10個(カバーとケースから構成されるので、パーツしては 5組)を並べてプリントするようにしました。
ところが…。
プリントしてみると、不良品の山ばかり作られてきます。歩留率で言うと、そう、30〜40% というひどい状況になりました。これでは、一組のパーツをプリントするのに、実質 1時間もかかってしまう計算です。これは困りました。
まず最初に疑ったこと
最初に疑ったのは、first layer(第一層)のキャリブレーションがずれてしまったのではないか、ということです。これを最初に疑ったのが運の尽きですが、おそらく、多くの方が同じミスをなさると思います。しかし実際には、プリントヘッド(ノズル)の位置決めのための近接センサなどが緩く取り付けられたりしていない限り、そういうトラブルは少ない、というのが私の現状最終の結論です。
そんな軽率な判断もあり、ここでうっかりプリントヘッドの位置を 0.1〜0.2 ミリほど下げてしまったので、根本問題はますます分かりにくくなってしまいました。というよりも、さらに結果がひどくなってしまいました。
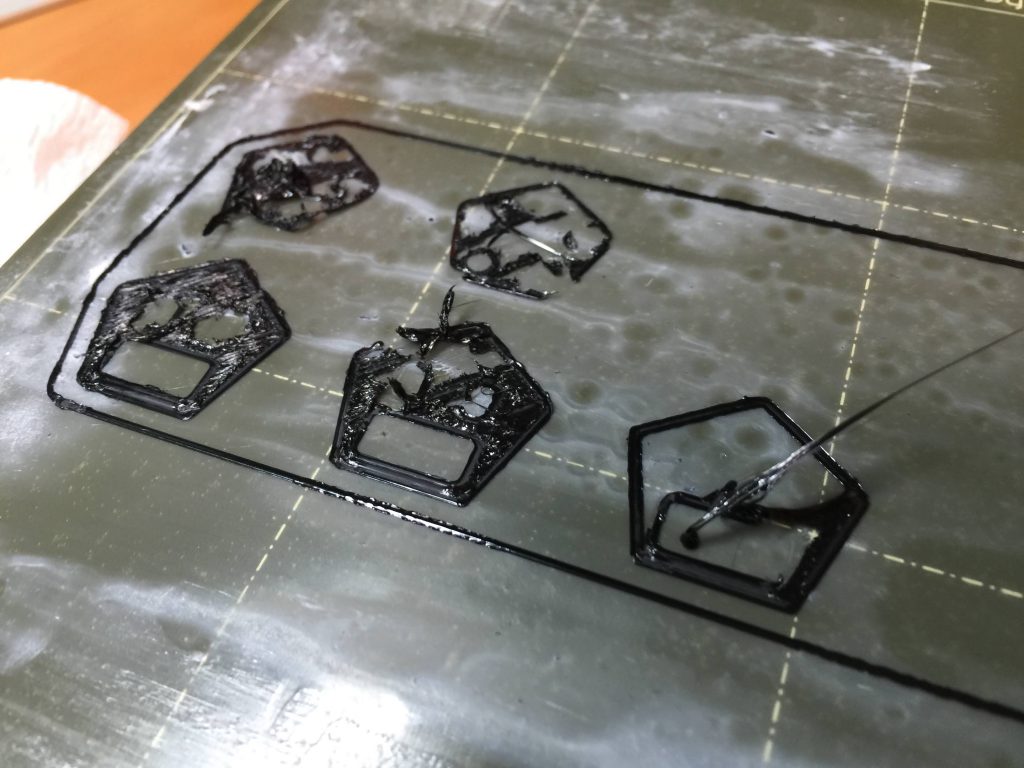
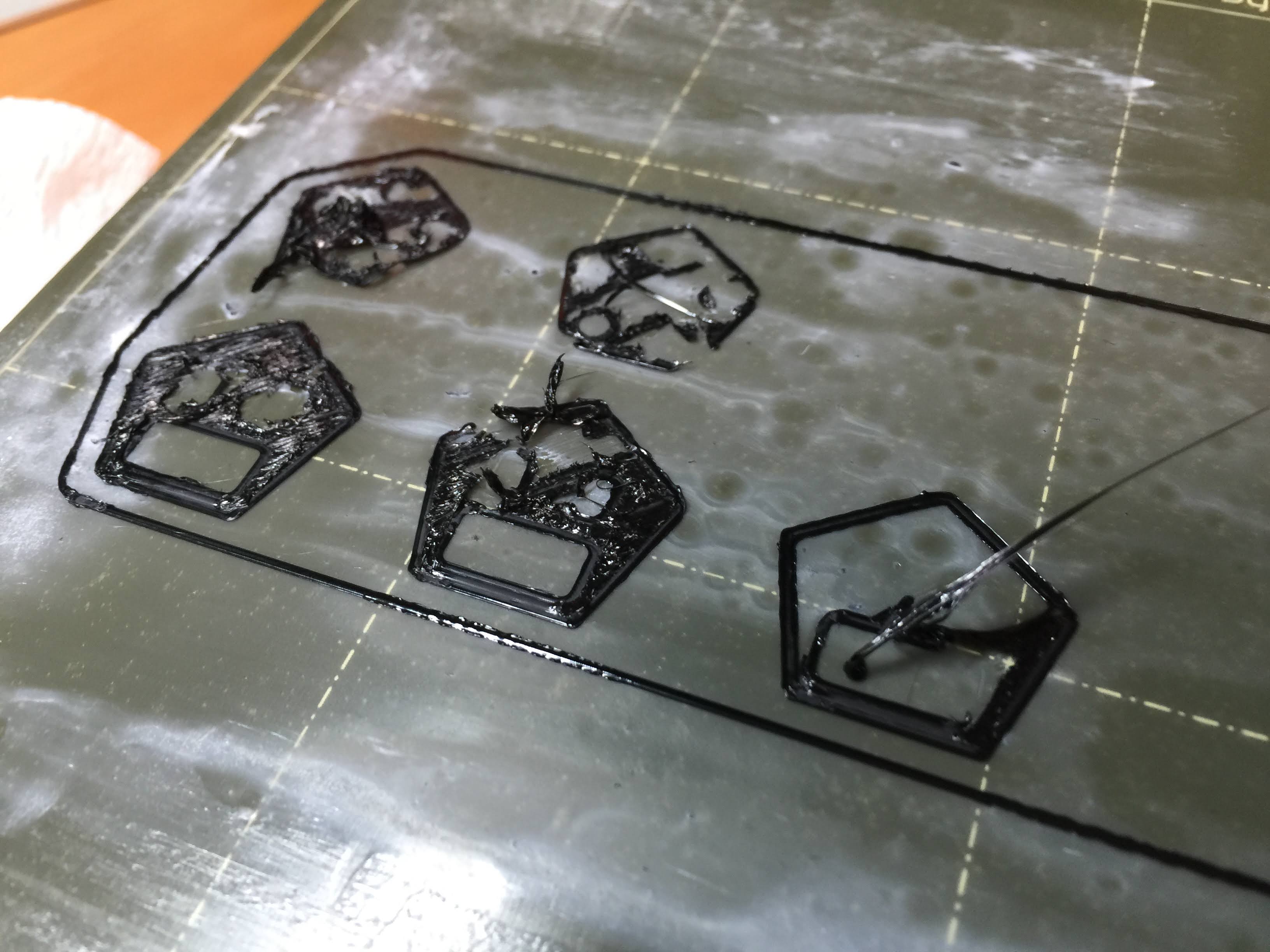
ちなみにお恥ずかしい例ですが、皆様の参考になればと思いますので、どのような結果になっていたかを紹介しましょう。ネットで探しても、なぜかこういうひどい失敗例の写真はあまり見かけません。(なお、これはスティック糊の塗り方があまり丁寧でないです。良い例でなくてゴメンナサイ。)
{kind=link}
問題の難しい点は、このような失敗作は、(私の今回の経験を振り返ると)次のような異なる 2つの理由で発生するということです。(専門家が見れば失敗作の状態には違いがあり、そのどちらが原因なのか判別できるのでしょう。)
- プリントヘッドの位置が低すぎる(first layer が薄すぎる)
- プリントベッド(ヘッドではありません。bed です)に塗った糊(後述)が薄すぎる
その次に疑った、いろいろなこと
Z 軸系の緩み
次に疑ったのは、Z 軸(プリントヘッドを上下に動かす軸)に緩みが出ているのではないか、ということです。つまり、Z 軸が正しく制御できないために、first layer の厚さが均一にならないのではないか、と思ったのです。3D プリンタを組み立ててからしばらく使っているので、各所のネジが緩んできていることは考えられます。
実際に、Z 軸絡みのネジを六角レンチで当たってみたところ、組み立て時にしっかり固定したはずなのに、緩みが出ているところがありました。これらを締め直してみます。
…しかし、問題は改善しません。
ヘッドあるいは extruder の目詰まり
次に疑ったのは、ヘッドあるいは extruder(フィラメントの押出し、注入機構)に目詰まりがあり、フィラメントが正しく送りだされていないのではないか、ということです。
こちらのページを参考に、extruder を掃除したり、cold pull ということもしてみました。
…しかし、問題は改善しません。
なお、extruder でフィラメントを送るステッピングモーターがしっかりフィラメントを噛んでいないのではないかと疑いましたが、問題はなさそうでした。かえって、ネジを締めたら、フィラメントに傷が付くようになってしまいましたので、組立てマニュアルを見て再調整しました。
ベルトの緩み
次に疑ったのは X 軸、Y 軸のベルトの緩みですが、指で押してみたところ、緩んでいる様子はなさそうです。
プリントヘッドの位置決め(大苦戦)
という訳で、結局は、プリントヘッドの高さ(調整)が問題なのではないかと結論し(← 大間違いとは言えないが、「中」間違い)、大苦戦を始めました。
最初に、プリントヘッドをずっと下(今までより 0.1〜0.2ミリほど)にずらしてみました。first layer calibration をしてみると、first layer がかなり薄くなり、ぺったりした感じになりました。なぜそんなことをしたかというと、私は、ヘッドの位置が高すぎるので、フィラメントがベッドにちゃんと接着しないのではないかと思ったからです。
しかし、散々苦労して調整した結果は惨敗です。どうやってみても、前掲の写真のように first layer がグチャグチャのプリントになります。ひどいときには、プリントヘッドにフィラメントのクズが溶けて固まり、それがプリント済みの first layer を引きずって、大変な有様になりました。
しょうがないので、基本に戻ります。以下のページを参考に first layer calibration をまじめにやり直しました。
これは、実は私の機種とは違うのですが、青色のフィラメントでプリントされた first layer の「Too high」、「Too low」、「Perfect」の例が分かりやすいです。
また、以前にうまくプリントできた製作物の first layer の裏を良く見ながら、Perfect、いや、それよりもやや高め(high)の状態に調整しました。
ここで分かったことは、先ほど、プリントヘッドを大幅に下に動かしたのは大間違いだったということです。
というのは、この調整はかなりシビアで、50ミクロン(0.05ミリ)違うだけで大きな差異が出てきます。エイヤで 0.2ミリも下げるような大胆なことをしてはいけません!
最終的には、10ミクロン程度の細かさで調整し、実際のプリント結果の first layer を裏から見ながら決定していきます。以下の写真は、今回のトラブルシュートが解決してから撮影したものですが、私の経験では、これくらいが現実的かと思います。これよりもヘッドを下げると、もう少し緻密なプリント感になりますが、プリントベッド(bed)の高さや、糊(後述)には誤差があるので、あまり攻め(下げ)すぎないのが無難だと思います。(ベッド上の X, Y 位置の違いや、糊の厚さによっては、トラブルになりがち)

最終的に(まあまあ)うまくいった例(first layer)
結局は「糊」だった!
さて。プリントヘッドの高さは、かなり厳密に苦労して設定したつもりです。ここで既に夜分になってしまったので、翌日の自分に以下のメモを残し、寝ることにしました。
- ヘッド先端の周りについた、溶けたフィラメントを掃除して取り除こう(注意: 非常に熱いです。実は昨日、跡が残るほどの火傷をしました。皮のメカニックグローブなどで手を保護した上で、綿のウエスで掃除しましょう。ティシューペーパーやキムワイプの類いは、くっついてしまうので良くありません。)
- それでもダメなら、プリントヘッドの温度(first layer 用設定)を 5〜10度ほど上げてみよう。
- プリントベッド上の糊は、「均一に、ごく薄く」(← 実は間違い)塗り直そう。
糊を、均一にごく薄く塗ってみる(失敗)
で、翌日です。
まず最初に、先ほどから「後述」を繰り返してきた「糊」の話をしましょう。既に PET 樹脂(あるいは PETG)フィラメントを御利用の方は、耳にタコができるほど聞かされていた話があるかと思います。いわく、
- PET でプリントするとき、ベッドをイソプロピルアルコールで掃除してはいけない。プリントが固く固着してしまって取れなくなる。スティック糊(PVA ベースが良いらしい)を塗りなさい
というものです。私はこれを頑なに守ってきました。(プリントが取れなくなったら往生するでしょう?)
しかし、今日は糊(私は、これを使っています)を、ごく薄く均一に塗ることにしました。なぜなら、昨日少し厚めに塗った際、first layer のプリントでヘッドが糊に引っかかる現象を見たからです。それに、なんか薄く塗った方が、ベッドへの first layer の接着がしっかりするような気がしました。(← これ、間違い)
さて、糊も乾き、今日こそうまく行くだろうと確信しながら作品(?)をプリントしてみることにしました。なお、一度にたくさんプリントするのは諦め、ベッドの中央付近に一つだけプリントしてみることにしました。ところが…
first layer が全然くっつかない!!!
ガーン。大ショックです。(写真はないです。呆然として、すぐにスクレイパーで取り除きました。)
頼まれ物の製作、断らないといけないかなぁ。と、そんなことも頭をよぎりました。
ダメ元で、糊を厚く塗り直す
しばし呆然としながら考えました。どうぜダメなら、やり方を変えてみよう。まずは、糊を(実は、以前にそうしていたのですが)少し厚く塗ることにしました。そう、普通に紙同士を貼り合わせる程度の厚さか、それよりも少し厚めです。ただし、できるだけ均一に塗ります。(私は以前から、一度塗った糊を少量の水で溶かして(上述の糊は、水で簡単に溶けます)広げていました。)
今度はどうでしょう…
first layer が綺麗にくっつきました!
写真はないです。上の(まあまあの)成功例を御参考ください。
結論
PET 樹脂(PETG)フィラメントでプリントするときは、スティック糊をしっかり多めに付けなくてはいけない、ということでした。
なお、糊を厚めに塗ったときは、プリントヘッドの高さを 50ミクロン程度上に上げ、first layer のプリント結果を見ながら少しずつ下げて調整したほうが良いかも知れません。(私は、糊がどの程度の厚さに塗られているか確認する術を知らないので、まずは 50ミクロンくらいから調整したらどうか、と考えている訳です。)
糊が厚すぎると、プリントヘッドを下げるのと同じ状況になり、また、均質でないと、最悪はプリントヘッドが糊を削ってしまう可能性もあるかと思います。
私は、糊がないと PET 樹脂が固着して取れなくなるという話から想像して、糊が薄いほうが first layer がしっかり付くのではないかと思っていたのですが、これが誤りでした。糊がある程度厚めについていないと、PET 樹脂がベッドに「乗らない」のです。目から鱗が落ちる思いでした。
じゃあ、なぜ先日、作品をたくさんベッドに並べてプリントしようとしたときに、(糊は以前からの状態だったのに)歩留まりが落ちる現象が出たのでしょう? これは想像ですが、プリントベッド上の糊の塗り方が不均一、かつベッド上の多くの部分で薄かったので、ある部分はちゃんと接着し(良品になる)、ある部分は接着せず(不良品になる)、ということになっていたのだと思います。
それを私は勘違いして、
- キャリブレーションがずれたのでは?
- Z軸のネジが緩んだのでは?
- フィラメントが詰まっているのでは?
などと間違った想像を繰り返してしまったため、つまり、問題の理解が間違っていたため、えらい苦労をしてしまったという訳でした。
今日はここまで。