A story that an embedded programmer needed to buy a drill press…
久々のブログです。
組込ソフト屋がハードに手を出すだけでも脱線かと思っていたのですが、今度は機械加工に手を出しました。オシロを買うにも躊躇しているような私にとって、機械工具・測定器具の価格も頭を抱える世界です。こんなのとか(↓)。
小学生の頃から工作は好きだった私も、正確な垂直とか水平とか、コンマ何ミリの精度がどうしても得られずにトラウマだったりしますので、このような高精度な測定器具には頭が上がらないのですが、定価 96,000円て。
しかし、ちょっとしたソフトウェアの試作にはハードの製作が付いて回り、また、ハードの製作には筐体加工が必要になりますので、安くてしかし評判の、レクソンの小型ボール盤 DP2250R を導入しました。レビューを見ると中には文句をおっしゃってる人もありますが、これ 1万円ですよ。よくこれだけのものを 1万円で売れるな、と。確かに製造は海外で、役に立たなそうなバイスが付いていたりしますが、部材費と工賃と利益を確保しながらこの価格で売れるのは驚きです。ドリルチャックにブレがあると指摘している人もありますが、私の買った奴はそれほど悪くない感じでした。

さて。さっそく穴あけ加工をしようと思い、CAD で図面を起こします。こんなの。
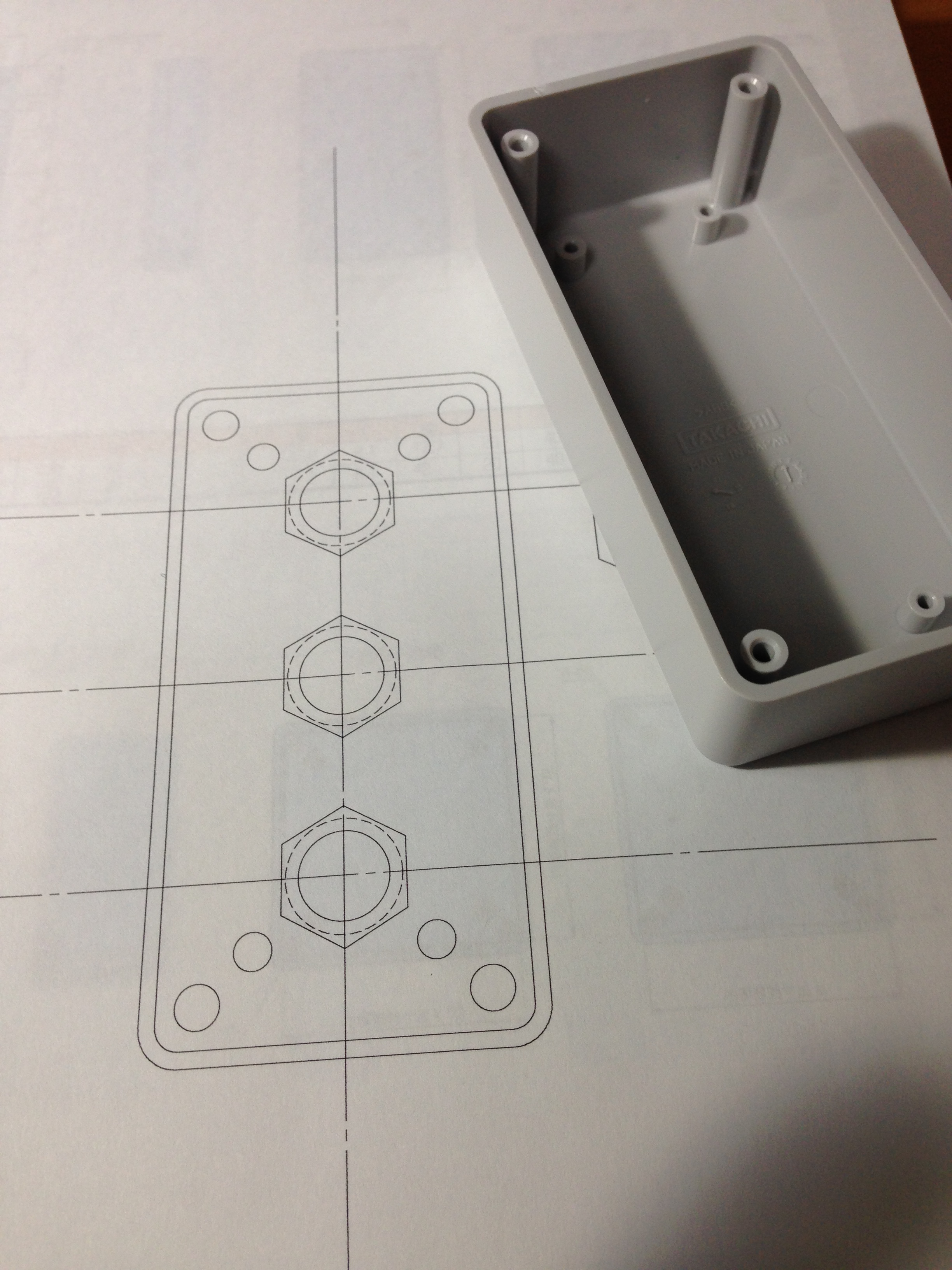
隠れ線って、これでいいんだっけ。ま、それはさておき、これをどうやって被削材にけがくかというと、本当は先ほどのようにスクライバ(ケガキ)のついたハイトゲージがあると精確にできるのですが、まずはノギスで測って適当にケガくことにしました。さらに、本当はボール盤に直交テーブルがないと辛いのですが、とりあえずはオモチャのような付属バイスで挟んでやってみました。結果は、、、
惨敗。
位置ずれまくりです。おまけに、ちゃんと養生したはずなのにケースに傷つけてしまった。これでは製品になりません。小学生時代の「図画工作: よくできました」の通信簿だけを引っさげて機械加工に手を出すのは無謀のようです。
という訳で、弘法大師でもない素人が工作をするにはそれなりの道具が必要と考え、以下を導入することにしました。
- クロステーブル(プロクソン製が安くて評判良いので、それを)
- モーターコントローラー(樹脂加工には 3200RPM は速すぎることが分かった。電験試験で交流モーターの種類をさんざん勉強したけど、もう忘れた。制御できるかな?)
- 水溶性の切削油(?)
- ケガキコンパス(後述)
- 新潟精機製ハイトゲージ(ケガキ付き。ミツトヨみたいに高くないけど、それでもソフト屋がおいそれと買える価格ではない)
註: ハイトゲージは無しで頑張ろうと思ったのですが、実は先ほどの図面は間違っていて、コネクタが回らないように「シングル D」の加工が必要なのです。フライス盤もなくパンチングもできない私としては、ヤスリで形を出すしかないかも。と、力ががっくりと抜けてしまったので、ハイトゲージとケガキコンパスは買うことにしました。
そうそう。ネット通販にオーダーを出す前に近所の DIY プロショップでこんなのを見つけて買ってきました。前述の通り、水平垂直にトラウマがある私には、目から鱗のジグです。ハイトゲージでのケガキでも役に立つかもです。

あ、後ろのカメラレンズは関係ありません。
あと、以前にいきおいで購入した本を引っぱり出してきました。昭和 48年初版の味のある本なのですが、それはさておき。「もみつけ」という用語と技法を覚えて、なるほどと感心。そういえば、昔実家で働いていたオヤジや工員さんがそんなことやってたかも。
あと、このレクソンのボール盤、マニュアルも製品価格に似合わず懇切丁寧で好感が持てるんだけど、最大の欠点は、コラムに取り付けられたヘッドを上げ下げするたびに主軸の中心がずれてしまう、というところです。つまり、ドリルビットを交換するたびに軸がずれます。これだと、ドリル径を替えながら穴を広げることができないのです。
という訳で、秋月電子でレーザーモジュールを注文してみました。通常のレーザーポインタ用モジュールは光線が太すぎるのですが、小径の穴を空けて通せば細く絞れそうなことも確認。これで、主軸の中心ずれを補正する方法を考えてみたいと思います。とりあえず、今日はこの辺で。
